
Resources
10 Steps to Cost Effective & Safe Installation of Instrumentation Tube and Fittings Systems
Submitted by Deborah Pollard || Parker
Step 1 – Consult the Manufacturer
One of the main causes of multiple leaks in an instrumentation tube and fittings system is poor design and installation. It therefore makes sense to give careful consideration to this aspect of the system at the Front End Engineering Design (FEED) stage to reduce the risk of potential issues arising later in the project. Seeking technical advice from the manufacturer at the early stages of a project also ensures that best practice is followed. This applies to all large industrial projects which require high pressures, chemicals and high standards of safety, including oil & gas, power generation, chemical and petrochemical, high purity and automotive.This consultation with the manufacturer also ensures that the most efficient and cost effective design can be chosen for the project. Last minute design changes often lead to additional expense and delays. A thorough review of design and installation allows for a safer system, limiting potential leaks and situations hazardous to installers and operational personnel. Historically, designs often have long tubing runs with multiple fittings along the route, however current best practice is to utilise direct mounting and close coupled solutions wherever possible, thus saving on both equipment and installation costs.
Step 2 – Standardization
Standardization also needs to be considered at an early stage in the project. This enables the engineering team to work more closely with the chosen supplier, thus multiple revisions of designs from generic to project specific are no longer required.It avoids common mistakes, too, for instance standardization on metric or imperial sizing avoids mixing materials, which could be potentially damaging to the product. The material choice should also be discussed with Parker’s Metallurgist so the best solution for the project is chosen, based on corrosion resistance, process fluid, temperature and cost. Standardization together with good design can improve the lifetime of the system and, where required, produce a safer, faster, easier maintenance procedure.
Step 3 – Leak Path Reduction
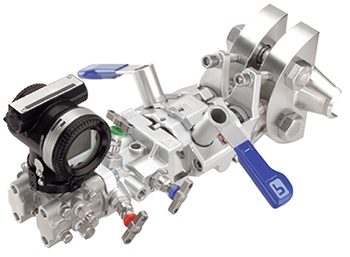
remove potential leak paths. Direct mounting of transmitters and gauges to Manifolds and Monoflanges, which also use integral A-LOK® twin ferrule fitting technology, removes the requirement for NPT threads in most applications. Using an integrated double block and bleed valve solution, such as the HiPro Double Block and Bleed, and Monoflange, compacts multiple valves into a single integrated unit and using integral A-LOK® twin ferrule technology removes further potential leaks.
Step 4 – Quality Control, Testing and Certification
High levels of quality control are required within the industry to ensure a safe product. Consulting with the manufacturer before specifying the design, inspection and testing requirements, such as HCT traceability, PMI testing and 3.1 certification, will ensure the correct tests are incorporated into the supply chain and they are suitable and necessary for the application. Over or incorrect specification of the testing requirements can add unnecessary cost and delays to a project.Step 5 – Temperature and Pressure Rating
Consultation with the product manufacturer with respect to the tube and fittings required to meet with your design pressures and temperatures can save on time and cost. Ideally components within a tubing system should be of the same material and pressure rating. The tube MUST be the lowest ratedcomponent and determines the pressure rating of the system. Only use annealed high quality seamless tube – see Parker’s recommendation on our tubing chart. Parker Grade tube will provide all the correct specifications and the company guarantees the complete system when a complete range of its products are used. For all applications, derating will be applied to the material based on the system temperature, in addition to the process temperature,
ambient temperatures particularly on facilities in areas of extreme temperatures flux can be greatly affected. Not only should the pressure and temperature ratings be considered for tube and fittings, but also for the valves and manifolds.

Step 6 – Material Selection
Choice of the correct material based on corrosion resistance, process fluid, temperature and cost is essential. This can be discussed with the Parker team, including a highly experienced Metallurgist, so the best solution is chosen. It is particularly critical when H2S is present within the process as this can exacerbate stress corrosion cracking. Mixing of materials can exacerbate corrosion or reduce the longevity of the system. When this is the only available option then consideration must be given to their differing temperature and pressure ratings and how these will impact on the integrity of the system.The material and positioning of tubing clamps should be well considered during a design to ensure that the clamps themselves are corrosion resistant, cause no abrasion to the tube and are positioned such that water is free draining.
Step 7 – Fugitive Emissions
When project applications require the use of FE (Fugitive Emission) valves, the customer should ensure that the requirement for TAMAP 2 is written into the specification at an early stage. H2S can cause embrittlement and therefore single piece valves, which avoid the use of welded connections, such as Parkers range of FE valves, will provide added security within the system. Designs where fugitive emissions are critical need additional consideration with respect to the reduction of potential leak paths, again integral fitting technology removes both NPT connections, which are subject to stress corrosion cracking and embrittlement within the threads.Step 8 – Material Storage
The correct handling and storage of tube prior to installation is important. If the tube is stored externally or dragged around, it may harm the integrity of the product. The tube may pick up water and contamination/corrosion, scratches and even lose its roundness and become oval. Tube should be stored inside, off the floor, on racks to remove all these potential issues. The system should be dry air purged prior to connection to any sensitive equipment.
Step 9 – Installation

The tube should be cut with a sharp bladed hacksaw and the material of the blade should be of a high quality. Cutting should be carried out in a sawing vice – it is recommended to use a specific tube cutter. The best advice is to remove any visible burrs inside and out using a tube deburring tool. Wipe clean when the cut is complete and make sure no swarf has entered the tube by cleaning with dry air. Parker can supply pre-cut tube lengths if required.
Tube Benders
Tube benders should be procured from the fittings manufacturer to ensure high bending quality and accuracy. The tube bender should be of 316SS material because carbon steel tube benders are likely to leave a residue of material on harder tube compounds, which is likely be a starting point for corrosion. A Gap Gauge should be used to check the correct installation of the tube into the fitting prior to final system testing.
Step 10 – Training

Download White Paper
Call us today at (855) 737-4714 to learn more, or fill out our online form and someone will get back to you.
A lesson for me is that I need to involve you earlier in the program.
You were tireless in your support and it will not be forgotten!